




如果您正在寻找相关产品或有其他任何问题,可随时拨打公司服务热线,或点击下方按钮与我们在线交流!
在能源产业领域,无烟煤凭借其低硫、低磷、高发热量等优质特性,成为电力、化工等诸多行业的关键燃料。然而,无烟煤开采及储存过程中受自然环境影响,常伴有较高含水率,这不仅增加运输成本、降低燃烧效率,还对设备运行稳定性构成挑战。传统烘干工艺能耗高、效率低,难以契合现代绿色低碳发展诉求。直至当下,一项旨在将无烟煤 25%高含水率精准降至 13%的节能烘干技术脱颖而出,为行业带来革新曙光。
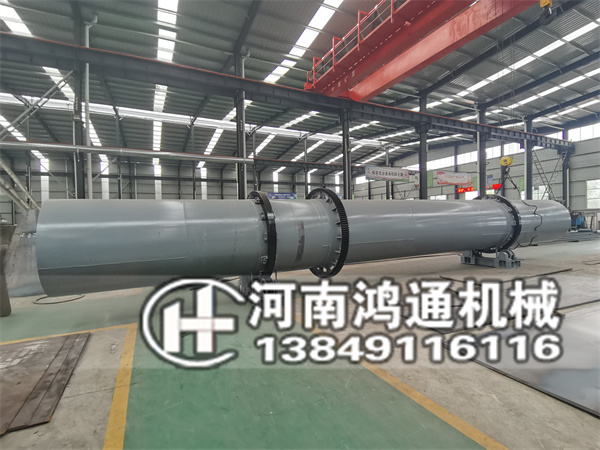
此节能工艺围绕热力学原理深度钻研,聚焦热交换效率提升与无烟煤内部水分迁移规律把控。一方面,采用特制高效热交换器,其表面经精密处理,增大换热面积,促使热能快速且均匀传递至无烟煤颗粒表层。当高温热介质与湿煤接触,瞬间激发煤粒表面水分蒸发,形成初步干燥层。
与此同时,依据无烟煤孔隙结构与毛细现象,精准调控干燥环境参数。通过智能控温系统,维持筒内温度在特定区间,既保障水分持续汽化,又避免过高温度致使煤质劣化。空气湿度监测与调节装置实时运作,确保筒内湿度始终低于饱和蒸汽压,促使煤粒内部水分循孔隙梯度加速向外扩散,达成高效、平稳的水分迁移进程。

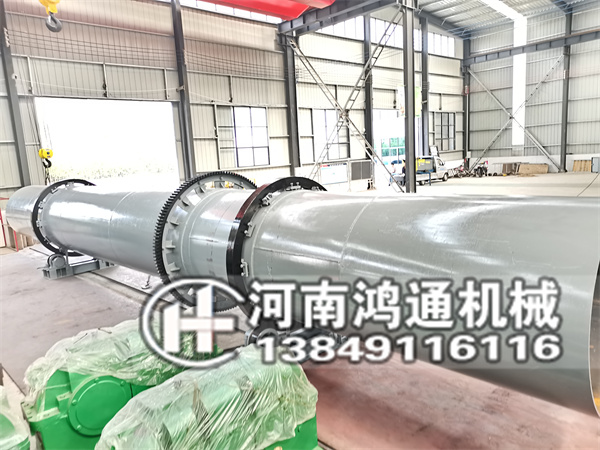
整个烘干流程细分为预处理、主干燥、缓苏固效三阶段。预处理阶段,湿无烟煤经破碎筛分,剔除大块杂质,保证煤粒均匀度,便于后续均匀受热。随后送入预热滚筒,利用废热或低温尾气预加热,使煤粒温度升至50-60℃,激活内部部分结合水活性,为深度干燥奠基。
主干燥环节,煤粒流入核心干燥仓,与高温热风逆流接触。热风分配器依煤量动态调整风速、风量,确保每粒煤全方位受热。此时,煤粒表面自由水迅速蒸发,结合水因氢键断裂渐次脱离,含水率骤降。期间,在线水分监测仪实时反馈数据,控制系统据此微调热风参数,精准把控干燥进度。
缓苏固效阶段,半干煤粒转入保温仓,舱内温度、湿度适宜,促使煤粒内部应力松弛,水分分布更趋均匀,防止出现外干内湿或皲裂现象,锁定13%目标含水率,且稳定煤质。

节能成效源于能量梯级利用与精准调控策略。热风炉燃烧废气经余热锅炉回收,产生蒸汽用于预热湿煤或加热导热油,实现热能二次利用。干燥后期低温尾气经除尘、脱硫后,一部分循环至预处理段,另一部分用于厂区供暖或物料保温,构建闭环能量生态。
智能控制系统宛如工艺“大脑”,整合温度、湿度、流量等多维度传感器数据,依预设算法自动优化设备运行参数。遇煤质波动、环境温差,系统即时调整热风炉火力、风机转速,保障工况稳定,减少无效能耗,较传统工艺节能 30% - 40%,显著降低单位产出碳排放。
经济层面,能耗降低直接削减生产成本,每吨无烟煤烘干成本缩减数十元,按大规模量产计,年增效可观。运输环节,低含水率煤体重量减轻,运费大幅下降,物流损耗同步减少,综合经济效益倍增。
环境效益上,节能减碳契合国家双碳战略,余热回收减少废气排放,粉尘经高效布袋除尘器处理达标排放,缓解矿区及周边大气压力。于产品质量而言,精准控温、稳湿保障煤粒完整性与理化性质,提升燃烧值与反应活性,助力下游发电、气化等工序高效运行,增强产品市场竞争力。该技术适配性强,无论大型现代化煤矿选煤厂,还是中小型煤炭加工企业,皆可灵活布局。固定式生产线可嵌入现有洗选架构,移动式模块化机组方便井田现场作业,满足不同规模、地域客户需求。
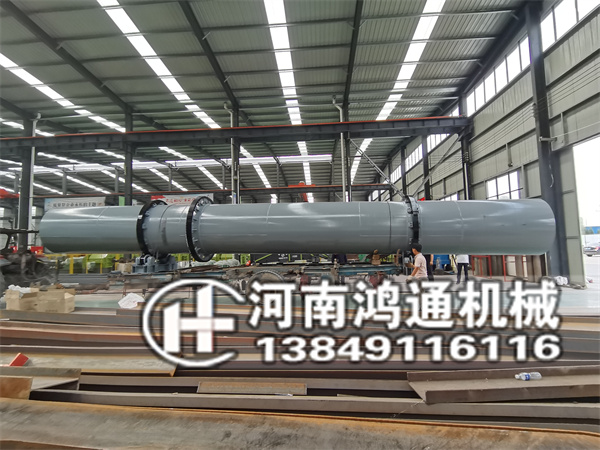
这台烘干机多少钱一台呢?该无烟煤专用烘干机的具体价格需根据设备规格、处理容量及定制化配置综合确定。基础款设备市场参考价约几万元,若需增加智能控温系统、余热回收装置或提升耐腐蚀材质等级,价格会相应上浮。实际报价需结合生产线产能需求、场地条件及节能技术选型,建议直接联系厂商提供参数获取精准预算,批量采购或长期合作客户可申请额外优惠。

烘干机厂家哪家比较好?巩义市鸿通机械是一家专注于烘干机设备生产的知名企业,主营产品涵盖烘干机、棒磨制砂机、立轴复合式破碎机、液压对辊破碎机、双齿辊破碎机等多类设备,广泛应用于工业、矿山等领域。鸿通机械具备规模化生产优势,技术积累深厚,尤其在节能性与自动化设计方面表现突出,设备质量稳定且适应多种物料烘干需求。鸿通机械作为国内大型烘干机生产基地之一,其产品型号齐全,支持定制化服务,满足不同场景的干燥处理需求。鸿通机械24小时服务热线:13849116116。












